Mold parts and components
- Cooling
- Plate sequence control
- Mold venting
- Air valve
- Slides and retainers
- Undercuts
- MechIndex
- Gas injector
- Locking cylinder
- Degating
- Accessories
- Daters and marking
- Cooling test station
- Hydraulic cylinder test station
- Descaling circuit test station
-
CUSTOMER CARE
Telephone +39.030.2120868
New products
LifterCooler

The LifterCooler system provides a simple and effective solution for cooling lifters in molds.
> enter the section
> enter the section
MechIndex

The MechIndex system is a mechanical device designed to perform rotary movements of plates within plastic injection moulds.
> enter the section
> enter the section
AnglePro

AnglePro is a mechanical solution that allows for the extraction of undercuts with a drastically reduced extraction stroke compared to traditional systems. This result is made possible by a chain sliding system that, starting from a vertical push of the extraction plate, enables the movement of the extraction rod at angles up to 35°.
> enter the section
> enter the section
Rod for ejection of cooled inserts

The rod SER allows for the simple and compact realization of the conditioning circuit for the extraction inserts. The fluid passage occurs through the drilled rods and the appropriately shaped fixing screw.
The system is supplied with a kit of FKM seals for high-temperature applications.
> enter the section
The system is supplied with a kit of FKM seals for high-temperature applications.
> enter the section
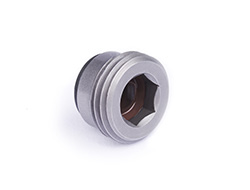
Insert extractor

We have implemented the design of the insert extractor to make it more user-friendly in molding departments.
The insert extractor is fully integrated into the mold and can be operated using a standard hex key. The system has a built-in torque insert that defines the maximum applicable clamping torque, preserving its proper functioning.
> enter the section
The insert extractor is fully integrated into the mold and can be operated using a standard hex key. The system has a built-in torque insert that defines the maximum applicable clamping torque, preserving its proper functioning.
> enter the section
Stem seal for needle valve
To optimize the operation of the needle valve VASP, it is possible to apply the T-VASP stem seal in order to create a dedicated chamber for retraction that is isolated from the air delivery channel in the cavity. This application can also be useful in case the VASP valve is intended to aspirate air from the cavity to create a vacuum before molding.
> enter the section
> enter the section
DT release rod updated geometry

We have updated the geometry of the release rod for DT systems to ensure superior performance even in demanding applications, while keeping the application simplicity unchanged.
> enter the section
> enter the section
Mechanical lifter

The lifters CAM are a simple and effective solution to release undercuts in injection molds. The movement of the blade is completely mechanical and guarantees high reliability, the DLC coating ensures low wear and self-lubricating function. Both body and blade can be machined to get the required geometry. Special sizes and double layout are available on demand.
> enter the section
> enter the section
Collapsible cores

The mechanical collapsible cores are made of an inner core and some segments connected by a properly designed guiding system. During the ejection phase the segments slide along the inner core performing a radial movement which allows to release an internal undercut. Internal undercuts on round, square or oval parts can be easily released during the ejection process. Multi start threads or a combination of right- and left-handed threads can also be released. The dimensional stability of parts injected using mechanical collapsible cores meets the highest requirements. An accuracy of ±0,02 mm can be achieved for both flatness and roundness.
> enter the section
> enter the section
Rod retract locking
The increasing use of full electric blow molding machines leads to the demand of molds without hydraulic actuators. CAP is an easy-to-use locking pneumatic actuator able to satisfy the technical demands of tank blow molding applications, the mechanical holding technology is able to stand a force of 1300 Kg in rod retract position.
> enter the section
> enter the section
Marking Unit

The Marking unit allows for a quick front assembly and disassembly of a moulding insert. The system is made up by a body, which is fixed in the mould with a screw, and a hemispherical insert that can be easily placed into the body and tilted to the hooking position. The insert release is easily carried out applying a force close to the reference point. The magnet on the removal tool allows an easy extraction of the insert. The insert is available without markings, with standard recycling symbols or with special engravings.
> enter the section
> enter the section
Hydraulic gate cutting system

The Octagon technology allows to separate the molded part from the cold runner during the molding cycle thanks to the axial movement of a cutter driven by a mini cylinder fed with high pressure oil.
The cut is made with the mold closed at the end of the holding phase. At this point the polymeric material is still hot, the operation is therefore not a real cut but a movement of material.
High pressure and accurate time control are required to perform a quality cut. Our GCM Control Unit makes it possibile.
> enter the section
The cut is made with the mold closed at the end of the holding phase. At this point the polymeric material is still hot, the operation is therefore not a real cut but a movement of material.
High pressure and accurate time control are required to perform a quality cut. Our GCM Control Unit makes it possibile.
> enter the section
Standard Lifter

STANDARD LIFTER is a semi-finished product designed for the production of undercut release components in plastic injection moulds.
STANDARD LIFTER can be fixed on the milling machine with both clamping vice and fast clamping system on drilled pallets. Thanks to its design and to a machining jig all workpiece's faces are easily accessible for milling operations.
STANDARD LIFTER, available in a wide dimensional range, allows reducing design and machining time leading to a vast time and cost saving during the production process.
> enter the section
STANDARD LIFTER can be fixed on the milling machine with both clamping vice and fast clamping system on drilled pallets. Thanks to its design and to a machining jig all workpiece's faces are easily accessible for milling operations.
STANDARD LIFTER, available in a wide dimensional range, allows reducing design and machining time leading to a vast time and cost saving during the production process.
> enter the section
Sensor module

Sensor module is a device developed to detect the presence of an insert in overmolding injection process.
The device is easy to apply and allows for a setting of the reading distance from the parting line. The sensor module is available with an embedded magnet.
Sensor module can be connected to the logic distributor LD - ...designed to deliver an enabling signal to the injection moulding machine when all the connected sensors are activated.
> enter the section
The device is easy to apply and allows for a setting of the reading distance from the parting line. The sensor module is available with an embedded magnet.
Sensor module can be connected to the logic distributor LD - ...designed to deliver an enabling signal to the injection moulding machine when all the connected sensors are activated.
> enter the section
Insert removal

The insert removal EI is a mechanical device designed to enable easy assembly and disassembly of mold inserts even when clamped inside the injection machine. A bevel gear actuates a screw that tights and releases the insert. The bulky design allows good tightening torque and longevity of the mechanism.
> enter the section
> enter the section
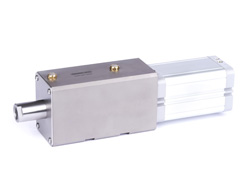
Locking cylinder

The side-action CA locking cylinder is designed to withstand plastic injection force during the injection phase. Its compact design enables the whole part to be embedded into the cavity, reducing necessary mold dimensions while. The rod orientated against rotation allows for easy application in case of shaped cores. The cylinder can work with air without downsize of locking action.
> enter the section
> enter the section
Gas venting ejector pin SGDE

The gas venting ejector pin SGDE incorporates the dynamic venting technology based on a simple mechanical system allowing the gas to escape from a venting hole that automatically closes under the pressure of the plastic flow front. The venting ejector pin can be placed inside the cavity where the filling pattern produces gas traps or at last filling point. The venting hole isn't affected by mold deposits, thanks to the high venting capacity counter pressure of the air inside the cavity is dramatically reduced.
> enter the section
> enter the section
New dynamic gas venting valve

The new dynamic gas venting valve SGD is an innovative solution able to help solving the most familiar effects of poor cavity venting. SGD is based on a simple mechanical system allowing the gas to escape from a venting hole that automatically closes under the pressure of plastic flow front. SGD can be placed inside the cavity where the filling pattern produces gas traps. The venting hole isn't affected by mold deposits, thanks to the high venting capacity counter pressure of the air inside the cavity is dramatically reduced.
> enter the section
> enter the section
Internal baffles

Internal baffles can be easily fixed inside the cooling channel thanks to the proper tool. The rapid fitting technology allows ease of extraction, mechanical fixing and hydraulic sealing in holes oversized up to 0,4 mm. Internal baffles have been designed for large moulds to reduce the length of baffles and to optimize the thermal conditioning.
> enter the section
> enter the section
O-ring for high temperatures
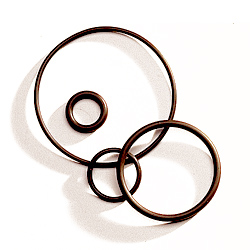
O-ring maximum working temperature changes with the type of fluid.
ERMANNO BALZI cooling components are equipped with FKM O-rings suitable to work with pressurized water or oil up to 150°C.
In case of applications requiring the circulation of fluids such as steam, pressurized water or oil at high temperature we suggest to apply O-ring made in special FKM compounds properly developed to guarantee better performance.
ERMANNO BALZI cooling components are equipped with FKM O-rings suitable to work with pressurized water or oil up to 150°C.
In case of applications requiring the circulation of fluids such as steam, pressurized water or oil at high temperature we suggest to apply O-ring made in special FKM compounds properly developed to guarantee better performance.
- O-ring for steam or pressurized water suitable for working temperature up to 190 - 200°C and peak temperature of 220°C
- O-ring for diathermic oil suitable for working temperature up to 200 – 220°C and peak temperature of 250 - 270°C